技术标准
技术标准
立式圆筒形钢制焊接储罐安全技术规范(2)
浏览次数:6.8 最小厚度
6.8.1储罐最小厚度的确定应考虑制造、安装等因素的影响。
6.8.2对碳素钢、低合金钢制储罐,其最小厚度按照GB 50341确定,并应满足下列要求:
a)包括腐蚀裕量的底圈罐壁板最小厚度应不小于6 mm;
a)包括腐蚀裕量的罐顶板最小厚度应不小于5 mm。
6.8.3对不锈钢制储罐,不包括腐蚀裕量的最小厚度为5 mm。
6.9 焊接接头
6.9.1 罐体接头设计
储罐的焊接接头设计,应满足下列要求:
a)罐顶板之间的焊接接头,可采用对接或搭接。若采用搭接,搭接外表面的焊缝应采用连续焊;
b)罐壁板之间的焊接接头,包括壁板的纵向接头、筒节与筒节之间连接的环向接头,应采用全截面焊透的对接接头形式,内表面应对齐;
c)罐底板间的焊接接头,可采用对接、搭接或二者的组合, 对较厚板宜选用对接;
d)焊接接头的设计应满足所依据的设计标准的规定。
6.9.2 接管与罐体之间的接头设计
储罐的接管与罐体之间的焊接接头设计,按GB 50341标准执行;GB50341不适用的,参照《Welded Steel Tanks for Oil Storage》 API Std 650、《Design and Construction of Large, Welded, Low-Pressure Storage Tanks》API Std 620设计。
6.9.3 焊接接头系数
储罐的设计应考虑焊接接头的影响,并满足如下要求:
a)应考虑焊接接头对强度的削弱,焊接接头系数应参照相应的设计标准选取;
b)不允许降低焊接接头系数而免除储罐的无损检测。
6.9.4 无损检测要求
储罐的设计单位应根据本标准及所引用的标准在设计文件中规定无损检测方法、比例、质量要求及其合格级别。
6.10 抗震计算
建造在抗震设防烈度不低于6度地区的储罐,应按照SH/T 3026和GB50341-2003附录D的要求进行抗震鉴定和计算。
6.11 储罐用管法兰和垫片
盛装火灾危险性为甲B、乙A类介质或强渗透性介质的储罐,其管法兰应采用带颈对焊法兰,垫片应为缠绕垫片或性能更优的垫片。法兰密封垫片应采用耐温、阻燃的材料,耐储存介质的腐蚀,并且不污染介质。
6.12 人孔
储罐应设置人孔,人孔的位置、数量和尺寸等应满足安装及检、维修的需要。
6.13 切断阀
储罐物料进出口管道靠近罐体处应设一个总切断阀。对大型储罐,应采用带气动型、液压型或电动型执行机构的阀门。当执行机构为电动型时,其电源电缆、信号电缆和电动执行机构应做防火保护。
切断阀应具有自动关闭和手动关闭功能,手动关闭包括遥控手动关闭和现场手动关闭。
6.14 梯子、扶手和平台
储罐的梯子和平台应满足如下要求:
a)储罐应设梯子和平台,当梯高大于8 m时,宜设置梯间休息平台;
b)储罐的罐顶沿圆周应设置整圈护栏及平台,通往操作区域的走道宜设置防滑踏步,踏步至少一侧宜设栏杆和扶手, 罐顶中心操作区域应设置护栏和防滑踏步。
c)大型外浮顶储罐的顶部抗风圈上宜安装扶手或其它防摔倒的装置。
6.15 浮顶密封结构
浮顶与罐壁之间应设置适宜的密封装置,密封件应能保持与罐壁之间的良好接触。在雷雨多发区域,一次密封宜采用软密封。
大型浮顶储罐应设置一次密封和二次密封装置。
6.16 通气装置
储罐的通气装置应满足相关标准的要求,通气装置的尺寸应根据通气能力的计算确定。
6.17 防腐蚀要求
对有防腐蚀要求的储罐,应在设计图样上提出相应的防腐蚀措施。
6.18 辅助设施
储罐应按规范的要求,配备液位指示、报警系统及相应的自动切断连锁等辅助设施。
6.19 带加热器的储罐
设有加热器(如盘管)的储罐,应对液体工作温度进行监测,并配备能够控制介质温度的相应设施,防止介质超温或过热。
6.20 带搅拌器或调合器的储罐
装有搅拌器、调合器等设施的浮顶储罐或内浮顶储罐,应设置合理的安装安全高度和浮盘支腿高度。浮盘应与搅拌器、调合器保持一定的安全距离时才可启动搅拌器或调合器, 并禁止通风搅拌。
6.21 带添加剂设施的储罐
需加添加剂时,介质的储存温度应能满足添加剂的特殊要求,并采取消除静电的措施。
7 预制、施工和验收
7.1通用要求
7.1.1 预制、施工单位
储罐的预制、施工单位应满足如下要求:
a)预制、施工单位应具有化工石油设备管道安装工程专业(总)承包企业三级(含)以上资质,储罐用户应对施工单位的资质进行审查和确认。储罐施工单位的资质应满足如下要求:
1)单罐公称容积大于或等于20000 m3的储罐,施工单位应具有一级资质;
2)单罐公称容积小于20000 m3但大于或等于10000 m3的储罐储罐,施工单位应具有二级资质;
3)单罐公称容积小于10000 m3储罐,施工单位应具有三级资质。
b)施工单位应有完整的质量保证体系,并且在有效运行。预制、施工单位对储罐预制、施工质量负责;
c)施工单位应编制详细、可靠的施工组织设计和施工方案。
7.1.2 设计修改
施工单位对原设计文件的修改,应事先经过原设计单位的书面确认,并对改动部位做详细记录。
7.1.3 制造/施工监理
7.1.3.1 储罐建设单位应委托监理单位对施工进度、质量和施工安全进行全过程监理,并会同验收;监理单位应当有相应的专业资质,并在工程监理企业资质证书许可的范围内从事工程监理活动。对第Ⅲ类储罐,监理企业应具有专业甲级的企业资质;对第II类储罐,监理单位应具有专业乙级(含)以上的企业资质;对第I类储罐,监理单位应具有专业丙级(含)以上的企业资质。储罐用户应对监理单位的资质进行审查和确认。
7.1.3.2 储罐建设单位、监理单位协同对施工组织设计和施工方案进行审查,审查通过后方可施工,必要时, 储罐设计单位也应协同建设单位参与审查。
7.1.3.3 储罐建设单位应对施工过程中的重要中间环节进行质量验证,确保施工质量。
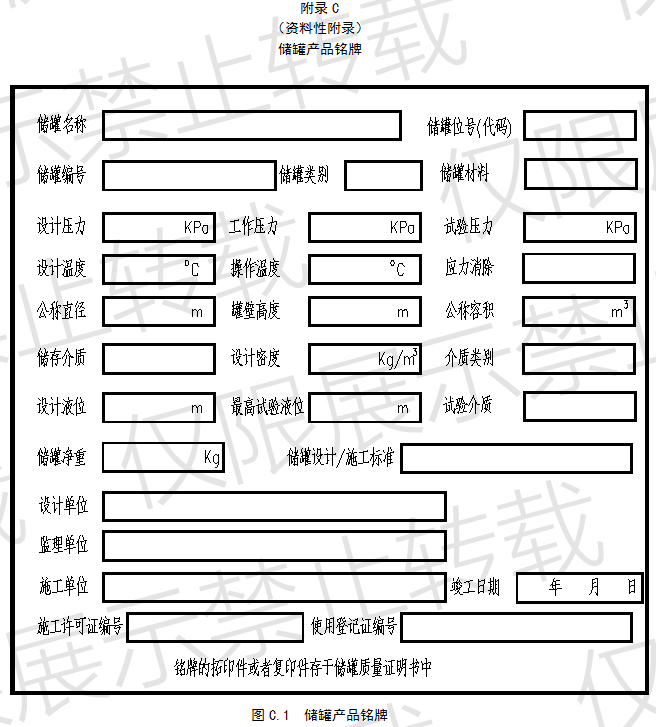
7.1.4 产品铭牌
施工单位应在储罐明显部位装设产品铭牌,铭牌应包含的详细内容见附录C。
7.1.5 交工资料
储罐交付使用时,施工单位应向用户提交完整的竣工资料,至少包括以下技术文件和资料:
a)竣工图。若施工中发生了材料代用,无损检测方法改变,加工尺寸改变等,施工单位应按照设计修改通知单的要求在竣工图样上直接标注。标注处应有修改人和审核人的签字及修改日期。竣工图样上应加盖竣工图章,竣工图章上应有施工单位名称、施工许可证编号和“竣工图”字样。
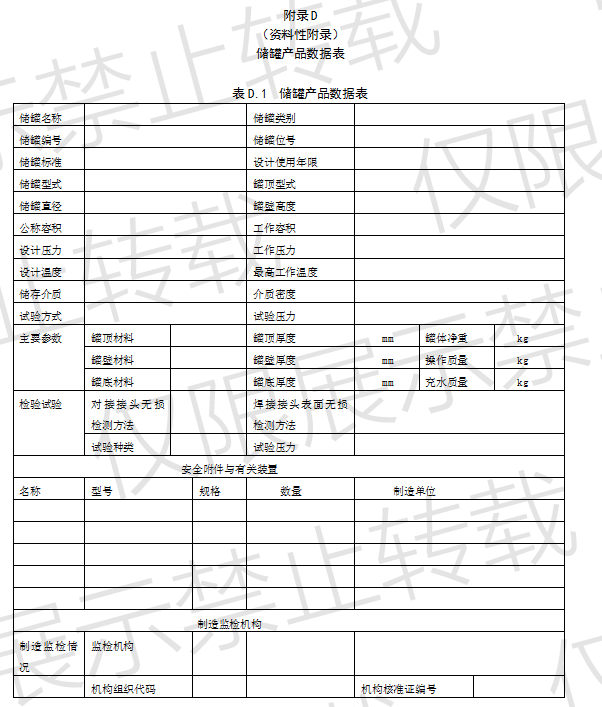
b)储罐产品数据表(附录D);
c)储罐交工验收证明书;
d)设计修改文件;
e)材料和附件出厂质量合格证书或检验报告,包括所有零、部件材料的化学成分和力学性能;
f)隐蔽工程检查记录;
g)预制排板图;
h)罐壁、罐底、罐顶(包括浮顶或内浮顶)及构件的几何形状及尺寸检查记录;
i)组焊和质量检验的有关技术资料和报告,包括焊缝无损检测报告等;
j)焊缝返修记录(附上标注了缺陷位置及长度的排板图);
k)热处理记录(如果有);
l)强度试验及严密性试验报告;
m)储罐基础检查验收记录;
n)储罐基础沉降观测记录;
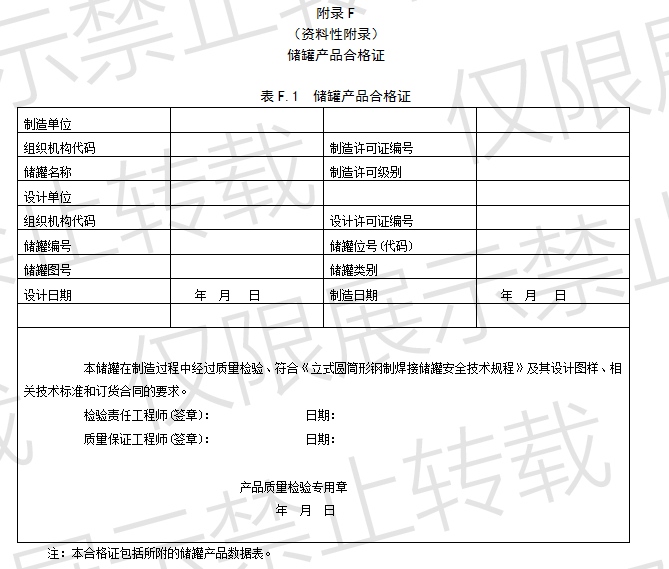
o)产品质量证明文件(储罐产品合格证)和产品铭牌的拓印件。